In the domain of high-density solid-state lighting, thermal management and optical stability are no longer secondary parameters—they define system viability. For engineers and procurement specialists developing next-generation LED modules, laser light sources, or high-lumen automotive lighting, the converter material directly determines lifetime, color consistency, and efficiency. This is where phosphor in glass technology emerges as the industrial standard. Partnering with a dedicated phosphor in glass manufacturer like CAS provides not just components but engineered solutions for extreme operating conditions. Unlike organic encapsulants (silicones or epoxies), phosphor-in-glass (PiG) offers a rigid inorganic matrix that eliminates degradation from thermal cycling and intense photon flux.
1. Understanding Phosphor in Glass Technology for Solid-State Lighting
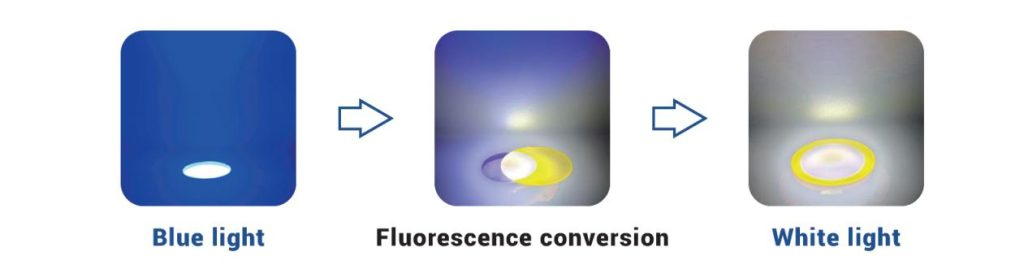
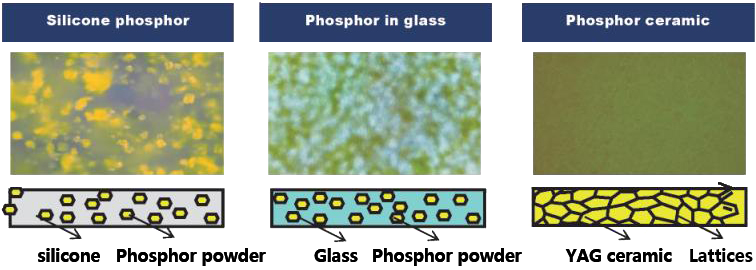
Phosphor in glass is a composite material where luminescent ceramic particles (typically Ce:YAG, nitride red phosphors, or custom blends) are embedded within a low-melting-point glass matrix through a controlled sintering process. The resulting wafer or dome acts as a remote phosphor converter. From an industrial manufacturing standpoint, a proficient phosphor in glass manufacturer must control variables such as particle size distribution, glass transition temperature, and refractive index matching. The glass matrix serves three functions: optical waveguide, thermal spreader, and environmental barrier. Compared to traditional silicone binding, PiG exhibits near-zero yellowing under 200°C operation, maintains >90% luminous flux after 5,000 hours of high-current stress, and preserves chromaticity shifts below 0.003 Δu'v'.
1.1 Intrinsic Advantages Over Organic Binders
Thermal quenching resistance: Glass matrices sustain quantum efficiency up to 200°C, while silicones degrade above 150°C.
Gas impermeability: Prevents sulfur/humidity ingress that poisons phosphor particles in automotive or outdoor installations.
Mechanical robustness: Supports direct contact with heat sinks and withstands vibration in mobility applications.
Ultra-high irradiance tolerance: Enables laser-driven white lighting (e.g., laser phosphor wheels) without carbonization.
2. Critical Performance Parameters: Thermal Quenching and Conversion Efficiency
The industry has long faced the trade-off between conversion efficiency and thermal stability. Typical silicone-based remote phosphor layers experience a 40% drop in output when junction temperatures exceed 120°C. In contrast, PiG from an advanced phosphor in glass manufacturer maintains linear light output up to 200°C. The key lies in the glass's high thermal conductivity (≈1.0–1.5 W/m·K vs 0.2 W/m·K for silicones) and the absence of organic ligands that vibrate and absorb energy. Moreover, because the glass matrix has a higher refractive index (≈1.6–1.8), light extraction is improved by reducing total internal reflection at the phosphor-air interface. For laser-based systems with power densities exceeding 50 W/mm², PiG becomes the only feasible converter—silicon would immediately char.
For manufacturers like CAS, process control of sintering atmospheres and glass composition allows us to tailor the conversion spectrum precisely. Luminous efficacy can reach 210 lm/W for white conversion, with color rendering index (CRI) options from 70 to 95 by adding nitride phosphors. In high-power LED arrays used for stadium lighting or stage production, the reduced thermal quenching translates directly to lower heat sink mass and extended driver lifespan.
3. Why Leading B2B OEMs Select CAS as Their Phosphor in Glass Manufacturer
When evaluating a phosphor in glass manufacturer, procurement teams look beyond datasheets—they assess reproducibility, customization capability, and supply chain stability. CAS integrates in-house glass frit synthesis, phosphor dosing, and precision laser cutting to deliver PiG components in various forms: flat chips, domes, rods, or full disks for phosphor wheels. Our production line supports thickness from 0.1 mm to 2.0 mm with tolerance ±5 µm, and color temperature from 2700K to 6500K. More importantly, CAS provides optical simulation support to match the PiG's saturation behavior and angular color uniformity with specific primary LED packages (e.g., 3030, 5050, COB arrays).
Unlike generic suppliers, CAS offers three proprietary modifications: anti-reflection coating for laser entry faces, edge sealing against humidity, and gradient phosphor concentration for homogenized emission. These engineering options make CAS a preferred partner for automotive headlamp Tier 1s, medical lighting designers, and horticulture lighting integrators who demand documented reliability per AEC-Q102 or IESNA LM-80 standards.
4. Key Application Segments for Glass Phosphor Converters
The shift toward PiG adoption is accelerating across multiple B2B sectors, driven by the need for maintenance-free operation and high-lumen density. Below are the primary markets where a specialized phosphor in glass manufacturer delivers competitive advantages:
Automotive forward lighting (matrix LED & laser headlamps): PiG domes provide uniform hotspot formation and sustain thermal shock from -40°C to 125°C without delamination.
Projection and digital cinema: Laser phosphor wheels incorporating PiG segments achieve 30,000-hour lifetime, eliminating downtime in theme parks and auditoriums.
High-bay and industrial lighting: Luminaires for warehouses and factories benefit from 85% lumen maintenance after 50,000 hours, reducing replacement costs.
UV and horticultural lighting: Glass matrix protects phosphors from short-wavelength radiation, enabling stable far-red and deep-blue conversion for plant growth recipes.
Medical endoscopy and surgical headlamps: Sterilizable and biocompatible PiG modules deliver true color rendering under intense illumination.
5. Overcoming Manufacturing Challenges: Uniformity, Adhesion, and Optical Matching
Although the benefits of phosphor-in-glass are clear, producing PiG at scale requires solving three core challenges: spatial uniformity of phosphor distribution, adhesion between glass layers or to substrate materials, and index matching to avoid Fresnel losses. CAS employs a tape-casting and sequential lamination process that achieves ±2% phosphor concentration variance across a 150 mm wafer. For adhesion, we modify the glass frit surface chemistry to bond directly to sapphire, ceramic, or aluminum nitride substrates without intermediate adhesives—removing a common failure point. Additionally, the refractive index of the glass is fine-tuned by adding TiO₂ or BaO to closely match the phosphor (n ≈ 1.80–1.85), reducing backscatter loss by 12–15% compared to conventional PiG.
Another often-overlooked parameter is the edge chipping resistance during dicing. Standard diamond sawing causes micro-fractures that initiate crack propagation under thermal cycling. CAS utilizes stealth laser dicing followed by annealing, resulting in edge strength above 250 MPa. This level of robustness is essential for pick-and-place assembly and wave soldering processes used in high-volume lighting module production.
6. Future Trends: Laser-Driven Lighting and Ultra-High Radiance
The next frontier for any forward-looking phosphor in glass manufacturer is laser excitation. Unlike LEDs, lasers deliver collimated, extremely high flux density (up to 1 kW/mm²). Standard PiG can still handle such power if the glass composition includes high-thermal-conductivity fillers (e.g., Al₂O₃ or BN). CAS has developed a proprietary composite PiG with thermal diffusivity of 5 mm²/s, enabling operation under 500 W/mm² without thermal quenching. These materials are now being integrated into remote phosphor wheels for cinema projectors and augmented reality light engines. Additionally, the trend toward "glass-only" packaging—where the PiG itself serves as both converter and secondary optics—reduces component count and assembly steps. With CAS's ability to mold PiG into concave or convex shapes, designers achieve precise beam control without additional silicone lenses.
Frequently Asked Questions About Phosphor in Glass Manufacturing
Q1: What differentiates a true phosphor in glass manufacturer from a simple coating supplier?
A1: A genuine phosphor in glass manufacturer controls both glass frit synthesis and the sintering process. Coating suppliers typically buy pre-made glass-phosphor mixtures and apply them, which limits customization of thermal expansion, refractive index, or particle packing density. CAS, for example, formulates glass from raw oxides, allowing precise adjustments in softening point and thermal diffusivity to match customer LED substrates.
Q2: Can phosphor in glass be used for laser lighting without a rotating wheel?
A2: Yes, static PiG converters are feasible for laser powers up to 50 W, especially when bonded directly to a copper microchannel cooler. For higher powers (>100 W), a rotating wheel distributes the thermal load. CAS produces both static PiG chips and segmented wheel tiles. The choice depends on beam diameter, duty cycle, and acceptable temperature rise.
Q3: How does the color uniformity of PiG compare to silicone-based remote phosphors?
A3: PiG offers superior angular color uniformity because the rigid glass eliminates phosphor sedimentation or pump-induced migration. In silicone, the soft matrix allows phosphor particles to settle during curing, creating yellow rings. With PiG, the phosphor distribution is frozen during sintering, maintaining consistent correlated color temperature across all viewing angles, which is critical for downlight and automotive low-beam patterns.
Q4: What are the lead times for custom phosphor in glass development with CAS?
A4: For a completely new composition (target CCT, specific red nitride ratio), typical development takes 6–8 weeks, including optical simulation, pilot sintering, and reliability testing (thermal shock, humidity freeze). For existing CAS formulas, prototype samples can be delivered in 2–3 weeks. Volume orders scale with wafer production capacity of 5,000 units per batch.
Q5: Can phosphor in glass be recycled or reprocessed?
A5: Unlike silicone, PiG is fully inorganic and can be crushed, then re-melted to extract rare-earth phosphor particles and glass frit. CAS operates a closed-loop reclaim process for production scrap, reducing material waste by 30%. However, field-returned modules require separation of housing and electronics before PiG recycling is economical.
Discuss Your Phosphor in Glass Requirements with CAS Engineers
Selecting the right phosphor in glass manufacturer directly affects your lighting system's ROI and market competitiveness. CAS provides full technical data packages, cross-section analysis, and accelerated life test reports for each PiG batch. Whether you need high-transmission thin films for AR headsets or ultra-stable converters for 500W laser modules, our team delivers verified optical models and sample parts within agreed timelines.
Send your inquiry to CAS: Include target luminous flux, operating temperature range, CRI/R9 requirements, and mechanical footprint. We will respond within 24 hours with a feasibility study and quotation.
Email: daniel.lin@zkxyled.com
Web
form: https://www.kcobled.com/contact-us
All project data are handled under NDA. CAS does not share or resell customer specifications.